Summary: In the color steel coil production process, the substrate can pass through the baking oven at a maximum speed of 140 m/m...
In the
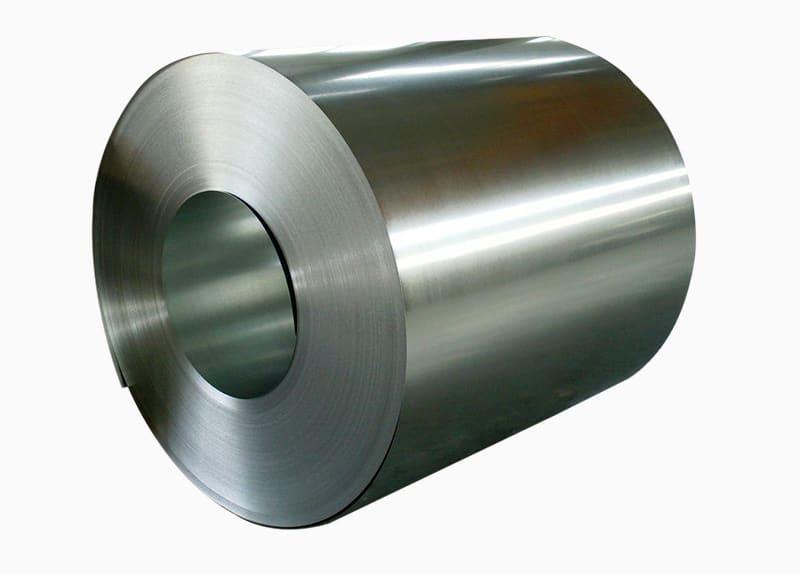
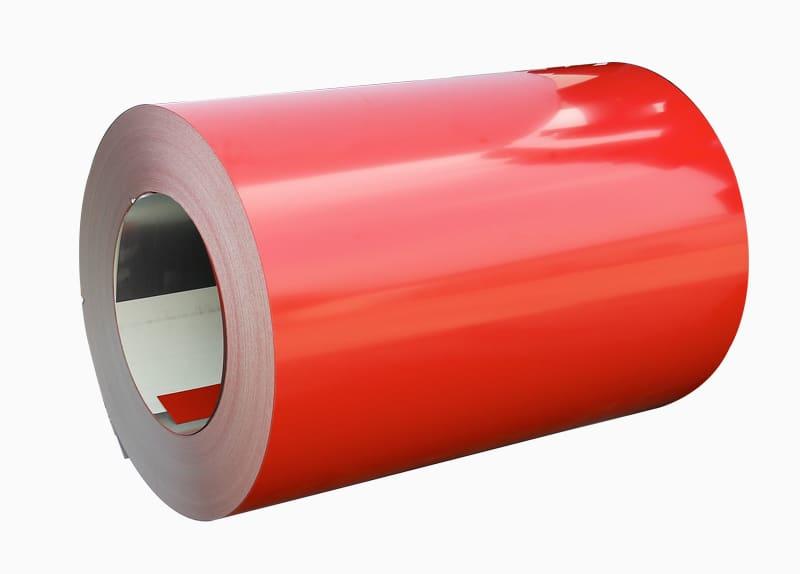
color steel coil production process, the substrate can pass through the baking oven at a maximum speed of 140 m/min. In order to ensure a satisfactory curing time, the length of the baking oven is generally 30-50 m. After the substrate is painted, both sides are wet paint films. In order to make the substrate suspended through the furnace cavity, there are generally two types of furnaces: air-floating and hanging.
The air-floating type uses the upward airflow in the furnace to hold the substrate; the suspension type uses the tension generated by the tension rollers before and after the strip to control the position of the strip in the furnace. Because of the long distance, the substrate will have a certain degree of sag. The furnace cavity must be designed as a reverse bow type. The color coating unit is generally heated by hot air, and there is also a method of heating the exhaust gas of gas incineration. The temperature in the furnace is divided into 4~5 areas for control, so that the temperature curve in the furnace can be changed according to the requirements of the paint used.
Two heating methods, linear and curved, are now available for coating curing. The linear type refers to the curing method in which the furnace temperatures of 4 to 5 areas of the baking oven are completely consistent; the curved type refers to the method of controlling the curing of the paint by different temperatures in the 4 to 5 areas in the furnace. For example, the length of the furnace is 50 m, the speed of the unit is 120 m/min, and the strip steel with a thickness of 0.5 mm can be heated at the same furnace temperature of 310 °C, 310 °C, 310 °C, 310 °C, and 310 °C, or 210 °C can be used. , 260 ℃, 330 ℃, 350 ℃, 320 ℃ 5 different curve furnace temperature for heating. The best temperature curve requirements of each unit for each coating are determined through practice.