- no.8,zaolin road,
longxiang street,
tongxiang,zhejiang,china - +86 573 89381086[email protected]
- DownloadsPDF Brochures
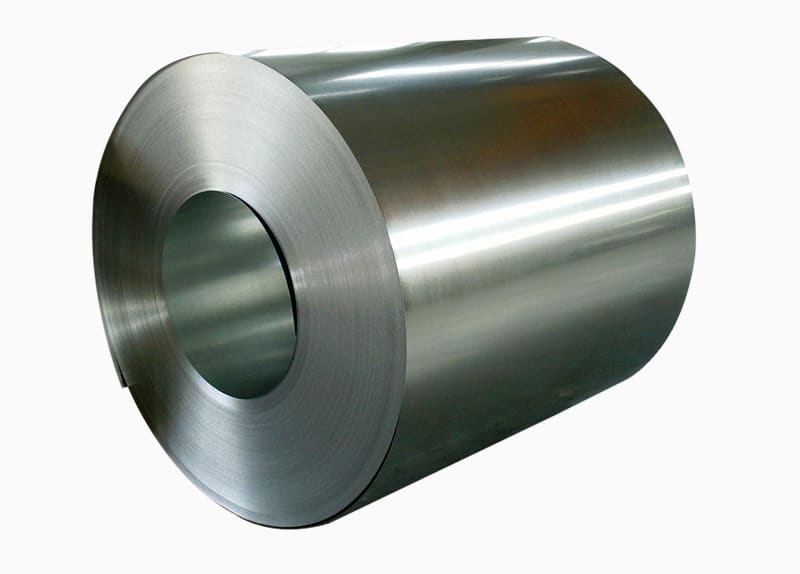
The journey of a steel coil begins long before it arrives at a factory or construction site. It starts with raw materials — iron ore, coking coal, and limestone — fed into a blast furnace where they are smelted into liquid pig iron at temperatures exceeding 2,700°F (1,480°C). The molten iron is then transferred to a basic oxygen furnace (BOF) or electric arc furnace (EAF), where impurities are removed and the carbon content is carefully adjusted to produce liquid steel of the desired composition.
The liquid steel is continuously cast into thick slabs — typically 200 to 250mm thick and up to 2 meters wide. These slabs are the starting point for all flat-rolled steel products, including coils. After casting, the slabs are either processed immediately or reheated in a slab reheating furnace before entering the hot strip mill, the piece of equipment most directly responsible for producing hot rolled steel coils.
In the hot strip mill, the reheated slab is progressively squeezed between a series of rolling stands, each one reducing the thickness while the strip elongates and speeds up. By the time the strip exits the finishing stands, it may be traveling at speeds of 80 km/h or more and have been reduced from a 250mm slab to a strip as thin as 1.5mm. The strip is then cooled on a run-out table using controlled water sprays before being wound into a coil by a downcoiler. The coiling temperature is carefully managed because it directly affects the microstructure and mechanical properties of the final product.
Hot rolled coils can be sold directly for many applications, but for uses requiring tighter tolerances, better surface quality, or higher strength, further processing is needed. The hot rolled coil is first pickled — passed through a bath of hydrochloric or sulfuric acid — to remove the oxide scale from the surface. This produces a pickled and oiled (P&O) coil, which can be used directly or sent forward to cold rolling.
In the cold rolling mill, the pickled strip is reduced further in thickness at room temperature, typically by 50–90% of its incoming gauge. This dramatically improves flatness, surface finish, and dimensional precision, while also increasing yield strength through work hardening. The cold rolled coil is then annealed — heated in a controlled atmosphere furnace — to restore ductility lost during cold working. Modern continuous annealing lines can process coils at high speed, while batch annealing (using bell furnaces) is used for products requiring a very soft temper.
After annealing, cold rolled coils typically go through a temper rolling pass — a light reduction of around 0.5–2% — which eliminates yield point elongation (a phenomenon that would cause surface markings called Lüders lines during forming), and fine-tunes the surface finish and flatness of the strip. Coils with flatness defects may also be processed through a tension leveling line, which stretches the strip to remove waves, coil set, or crossbow.
A large proportion of steel coils used worldwide receive a protective or decorative coating before they reach the end user. Coating lines are continuous, high-speed operations where the steel strip is cleaned, pre-treated, coated, and dried or cured in a single pass through the line. The type of coating applied determines the corrosion resistance, formability, paintability, and surface appearance of the final product.
In a continuous hot-dip galvanizing line, the steel strip is cleaned and annealed in a protective atmosphere before being submerged in a bath of molten zinc at approximately 460°C. As the strip exits the zinc pot, air knives blow off excess zinc to control the coating thickness. The zinc coating weight — expressed in grams per square meter (g/m²) — ranges from Z60 (60 g/m²) for light-duty interior applications to Z275 (275 g/m²) for demanding outdoor or structural uses. The zinc metallurgically bonds to the steel surface, providing barrier protection as well as cathodic (sacrificial) protection that prevents rust from spreading even if the coating is scratched.
Coil coating is one of the most efficient painting processes in manufacturing. The steel strip runs through a series of chemical pre-treatment stages, primer application, and topcoat application using roll coaters, with curing ovens between each stage. The entire process happens in a single continuous pass at strip speeds of up to 200 meters per minute. The result is a pre-painted steel coil with a highly consistent, durable finish that eliminates the need for post-fabrication painting. Coatings include polyester, PVDF (polyvinylidene fluoride), SMP (silicon modified polyester), and plastisol, each offering different trade-offs in terms of flexibility, UV resistance, and chemical resistance.
Steel coils are graded according to national and international standards that define acceptable chemical composition, mechanical properties, dimensional tolerances, and surface quality. The main standards systems you will encounter are:
| Standard System | Origin | Common Grade Examples | Typical Use |
| JIS (Japanese Industrial Standard) | Japan | SPCC, SPCD, SGCC, SGHC | Automotive, appliances, construction |
| EN (European Norm) | Europe | DC01, DC04, DX51D, S355 | General forming, structural, coated products |
| ASTM (American Society for Testing and Materials) | USA | A1008, A1011, A653, A36 | Construction, industrial, galvanized products |
| GB (Guojia Biaozhun) | China | Q235, Q345, ST12, ST14 | Structural, cold forming, drawing |
Many of these grade designations are essentially equivalent in terms of material performance, even though the naming conventions differ. For example, JIS SPCC, EN DC01, and ASTM A1008 CS Type B are all standard commercial quality cold rolled steels with broadly similar properties. When working across international supply chains, always request cross-reference documentation or have your metallurgist confirm equivalence before substituting grades.

Steel coils are the backbone of modern manufacturing. The sheer versatility of flat-rolled steel — in its various forms, grades, and coatings — means it shows up in virtually every sector of the economy. Here is a look at the most significant application areas:
The automotive industry is one of the largest consumers of steel coils worldwide. Cold rolled and galvanized coils are stamped into body panels, door skins, hoods, fenders, and structural reinforcements. High-strength and ultra-high-strength steel (UHSS) coils — with yield strengths exceeding 600 MPa — are increasingly used in safety-critical parts like B-pillars, door beams, and bumper reinforcements, where they absorb crash energy while allowing automakers to reduce weight and meet fuel economy targets.
Pre-painted and galvanized steel coils are roll-formed into roofing panels, wall cladding, purlins, steel framing studs, and flashings. Hot rolled structural coils are slit and formed into hollow sections, angles, and channels used in steel frame buildings, warehouses, and industrial structures. The construction sector's demand for coated coils is driven heavily by the need for long-lasting, low-maintenance building envelopes in all climate conditions.
Washing machine drums, refrigerator cabinets, oven liners, and air conditioner casings are all made from cold rolled or pre-painted steel coils. The appliance industry requires consistent surface quality and tight thickness tolerances to ensure that panels can be formed, welded, and painted without defects. Fingerprint-resistant coated steel coils — with a special surface treatment that minimizes visible fingermarks — have become increasingly popular for premium appliance finishes.
Tinplate — cold rolled steel coated with a very thin layer of tin — is one of the original coated steel products and remains indispensable for food and beverage cans, aerosol containers, and paint cans. The steel used must be extremely thin (as low as 0.1mm), very flat, and free of surface defects to be formed at the high speeds of modern can-making lines. Tin-free steel (TFS), coated with chromium oxide instead of tin, is also widely used as a cost-effective alternative in non-food packaging.
Steel coils play a growing role in the energy sector. Electrical steel coils — silicon-alloyed cold rolled strips with carefully controlled magnetic properties — are punched into laminations for electric motor cores and transformer cores. As electric vehicles and renewable energy installations grow in number, demand for high-efficiency electrical steel coils is accelerating. Solar panel mounting systems, wind tower sections, and pipeline steels are also manufactured from flat-rolled coil products.
Even from reputable mills, steel coils can carry defects — some inherited from the steelmaking process, others introduced during rolling, coating, or coiling. Recognizing these defects helps you decide whether material is fit for use, needs to be downgraded, or must be rejected. The most common defect types include:
With high anti-rust performance, they are popular used in co...
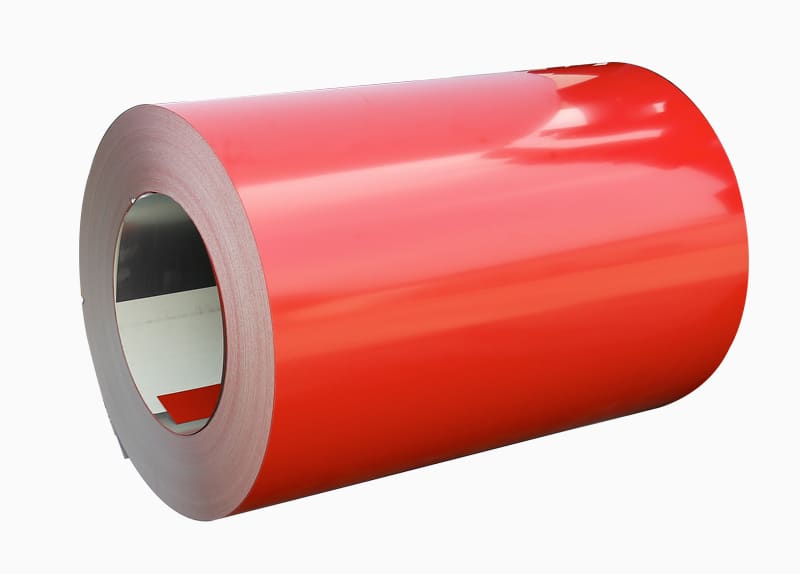
PPGI / PPGL COIL full name is prepainted galvanized / galval...
Port:Zhejiang,China Advantages of Our Prepainted Galvanized ...

APPLICATION OF PPGI Construction:Outside:Workshop, agricultu...




