- no.8,zaolin road,
longxiang street,
tongxiang,zhejiang,china - +86 573 89381086[email protected]
- DownloadsPDF Brochures
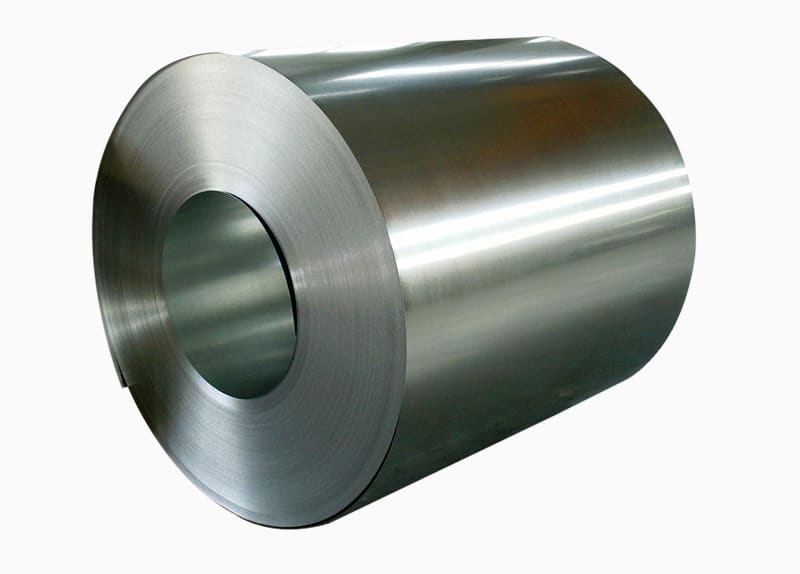
Hot rolled steel coils are one of the most widely used forms of steel in modern manufacturing and construction. These large rolls of steel sheet metal are produced through a high-temperature rolling process that creates a versatile material suitable for everything from building structures to automobile frames. If you work in construction, manufacturing, or metal fabrication, understanding hot rolled steel coils can help you make better material choices, control costs, and achieve superior results in your projects.
Hot rolled steel coils are created through a manufacturing process that transforms raw steel into flat, flexible sheets wound into massive coils. The "hot rolled" designation refers to the temperature at which the steel is processed—above its recrystallization temperature, typically over 1700°F. This high-heat processing is what gives hot rolled steel its characteristic properties and distinguishes it from cold rolled alternatives.
The manufacturing journey begins at the steel mill where raw materials including iron ore, coal, and limestone are melted together in blast furnaces to create molten steel. This liquid metal is then cast into large rectangular slabs called blooms or billets. These semi-finished products can weigh several tons and serve as the starting point for the hot rolling process.
Once the slabs are formed, they're reheated in specialized furnaces to temperatures exceeding 2000°F until they glow bright orange or yellow. This extreme heat makes the steel malleable and ready for rolling. The heated slabs then pass through a series of massive rolling mills that progressively reduce thickness while increasing length. Think of it like rolling out dough—each pass through the rollers makes the steel thinner and longer.
As the steel passes through multiple rolling stands, high-pressure rollers squeeze and shape it into progressively thinner sheets. The number of passes and the pressure applied determine the final thickness of the coil. Modern mills use computerized controls to maintain precise thickness tolerances throughout the entire length of the coil, which can stretch for hundreds of feet.
After achieving the desired thickness, the hot steel sheet travels through cooling beds or water sprays to bring the temperature down in a controlled manner. This cooling process affects the steel's final mechanical properties and grain structure. Finally, the cooled steel is wound into tight coils using specialized coiling equipment. These finished coils can weigh anywhere from 10 to 30 tons and measure 3 to 6 feet in width, ready for shipping to manufacturers and fabricators worldwide.
Hot rolled steel coils possess distinct physical and mechanical properties that result directly from their high-temperature processing. Understanding these characteristics helps you determine when hot rolled steel is the right choice for your application.
The surface finish of hot rolled steel is one of its most recognizable features. Because the steel is processed at high temperatures, a layer of iron oxide scale forms on the surface during cooling. This scale gives hot rolled steel its characteristic rough, slightly pitted appearance and dark gray color. While some applications require removing this scale through pickling or shot blasting, many uses embrace this industrial finish as-is.
Dimensional tolerances in hot rolled steel are generally looser than cold rolled alternatives. The high-temperature processing makes it challenging to maintain extremely tight thickness and width specifications. Typical thickness tolerances range from ±0.030 to ±0.060 inches depending on the material thickness and grade. For applications requiring precise dimensions, cold rolled steel or additional processing may be necessary.
The mechanical properties of hot rolled steel include good ductility and formability, making it suitable for bending, stamping, and other fabrication processes. The material exhibits moderate tensile strength typically ranging from 400 to 550 MPa depending on the specific grade. Yield strength varies similarly based on composition and processing parameters. These properties make hot rolled coils ideal for structural applications where high strength combined with workability is essential.
Internal stresses are minimal in hot rolled steel because the material cools naturally after processing without additional cold working. This stress-free condition makes hot rolled steel less prone to warping or spring-back during fabrication, which is a significant advantage when forming large parts or complex shapes.
Hot rolled steel coils are available in numerous grades and specifications designed for different applications and performance requirements. Selecting the appropriate grade ensures your project meets structural, formability, and cost objectives.
| Grade Designation | Primary Characteristics | Typical Applications |
| A36 | General structural steel, good weldability, 36 ksi yield | Buildings, bridges, general fabrication |
| ASTM A1011 | Hot rolled carbon steel sheets, various strength levels | Automotive parts, appliances, metal buildings |
| HSLA (A572) | High-strength low-alloy, 50-65 ksi yield, improved toughness | Heavy equipment, pressure vessels, structural supports |
| SS Grade 40 | Structural quality, 40 ksi minimum yield, economy grade | Framing, non-critical structural components |
| CS Type B | Commercial quality, moderate formability | Shelving, enclosures, light-duty applications |
| DDS (Drawing Quality) | Excellent formability for deep drawing operations | Automotive body panels, complex formed parts |
Beyond these standard grades, specialized hot rolled coils serve specific industry needs. Weathering steel grades like A588 develop a protective rust patina that eliminates the need for painting in outdoor applications. Abrasion-resistant grades such as AR400 or AR500 provide exceptional hardness for applications like dump truck beds or mining equipment where wear resistance is critical.
Thickness ranges for hot rolled coils typically span from 0.050 inches (1.27mm) up to 0.500 inches (12.7mm) or more, though the most common range falls between 0.075 and 0.250 inches. Thinner gauges offer better formability while thicker materials provide greater structural capacity. Width varies from 24 inches to over 72 inches, with 48 and 60 inches being standard sizes that minimize waste in many applications.
The choice between hot rolled and cold rolled steel coils represents one of the most fundamental decisions in metal selection. Each processing method creates distinct properties that suit different applications, and understanding these differences prevents costly mistakes in material specification.
Temperature during processing is the primary distinction. Hot rolled steel is shaped at temperatures above 1700°F while the material remains in a softened state. Cold rolled steel, conversely, is processed at room temperature after starting with hot rolled coils. This cold working hardens the steel through strain hardening and allows for tighter dimensional control.
Surface finish quality differs dramatically between the two. Hot rolled steel features the rough, scaled surface created by high-temperature oxidation. Cold rolled steel has a smooth, clean finish with a bright appearance because the scale is removed during processing and the material undergoes additional finishing steps. If your application requires painting, plating, or a polished appearance, cold rolled steel provides a better starting surface.
Dimensional precision strongly favors cold rolled products. The room-temperature processing allows manufacturers to hold much tighter tolerances, with thickness variations as small as ±0.005 inches compared to ±0.030 inches or more for hot rolled. Applications requiring precise fits, consistent bend radii, or uniform appearance benefit from cold rolled steel's superior dimensional control.
Cost considerations generally favor hot rolled steel because it requires fewer processing steps and less energy to produce. Hot rolled coils typically cost 10-20% less than equivalent cold rolled material. For large structural projects where surface finish and tight tolerances aren't critical, hot rolled steel delivers substantial cost savings without sacrificing performance.
Strength and hardness characteristics differ due to the processing methods. Cold rolled steel is harder and stronger than hot rolled of the same grade due to work hardening during cold processing. However, this increased strength comes with reduced ductility, making cold rolled steel more prone to cracking during severe forming operations. Hot rolled steel's combination of moderate strength and excellent ductility makes it ideal for applications involving significant forming or bending.
Hot rolled steel coils serve as essential raw materials across virtually every industrial sector. Their versatility, strength, and cost-effectiveness make them indispensable for countless applications from massive infrastructure projects to everyday consumer products.
The construction industry represents the largest consumer of hot rolled steel coils. Structural steel for buildings, bridges, and infrastructure relies heavily on hot rolled products. Metal building manufacturers convert hot rolled coils into wall panels, roofing, and structural framing members. The material's high strength-to-weight ratio allows engineers to design efficient structures that minimize material use while meeting load requirements. Reinforcement materials, support beams, and foundation components all commonly start as hot rolled coils.
Automotive manufacturing consumes enormous quantities of hot rolled steel for vehicle frames, chassis components, and structural reinforcements. While exterior body panels typically use cold rolled or coated steels for surface quality, the underlying structure of most vehicles incorporates hot rolled steel for its strength and formability. Truck frames, cross members, and suspension components particularly benefit from hot rolled steel's combination of toughness and cost-effectiveness.
Pipe and tube production starts with hot rolled coils that are slit into strips and then formed into round or shaped profiles. Both welded and seamless pipe manufacturing processes utilize hot rolled steel as feedstock. Oil and gas pipelines, structural tubing, mechanical tubing, and countless other tubular products trace their origins to hot rolled coil steel.
Heavy equipment and machinery manufacturers rely on hot rolled steel for everything from bulldozer blades to agricultural implement frames. The material withstands the abuse of earth-moving equipment, mining machinery, and industrial production equipment. Wear-resistant hot rolled grades particularly excel in applications involving impact, abrasion, or heavy loads.
While hot rolled steel coils can be used in their as-rolled condition for many applications, various surface treatments enhance performance, appearance, or corrosion resistance. Understanding these options helps you specify the right surface preparation for your specific requirements.
Pickling removes the mill scale from hot rolled steel through a chemical bath, typically using hydrochloric or sulfuric acid. This process reveals clean steel underneath, creating a gray matte surface free from oxidation. After pickling, the steel receives a light oil coating to prevent rust during storage and shipping. Pickled and oiled hot rolled steel, often called HRPO, provides an excellent surface for welding, painting, or further processing. It costs slightly more than standard hot rolled but significantly less than cold rolled steel while offering a cleaner starting surface.
Hot rolled coils can be galvanized by immersing them in molten zinc to create a protective coating. This galvanized hot rolled steel, often called galvannealed when heat-treated after coating, provides excellent corrosion resistance for outdoor applications. The zinc coating sacrifices itself to protect the underlying steel from rust and oxidation. Galvanized hot rolled coils are popular for roofing, siding, ductwork, and any application exposed to weather or moisture.
Mechanical descaling through shot blasting uses high-velocity steel or ceramic particles to physically remove mill scale and create a textured surface profile. This treatment prepares the steel for coating applications by providing a roughened surface that improves paint adhesion. Shot blasting is common for structural steel that will be field painted or for applications requiring specific surface roughness parameters.
Many fabricators apply paint or powder coating to hot rolled steel parts after fabrication. Proper surface preparation including cleaning, degreasing, and sometimes applying conversion coatings ensures good paint adhesion and long-term corrosion protection. Powder coating has become increasingly popular for its durability, environmental benefits, and wide color selection.
Buying hot rolled steel coils requires understanding market dynamics, pricing mechanisms, and practical logistics that affect your total acquisition cost. Smart purchasing strategies can generate significant savings while ensuring material availability when you need it.
Base metal prices fluctuate constantly based on global supply and demand, raw material costs, and economic conditions. Steel prices are typically quoted per ton or per hundredweight (cwt) and vary by region, mill, and current market conditions. Major factors influencing prices include iron ore costs, energy prices, scrap metal availability, and international trade policies including tariffs and quotas.
Extras and surcharges add to the base price and can significantly impact total cost. Common surcharges include alloy extras for specific chemical compositions, size extras for non-standard widths or thicknesses, quantity extras for small orders, and processing extras for special surface treatments. Some mills also apply fuel surcharges, freight charges, or other fees that vary with market conditions. Always request itemized pricing that breaks out these components so you can accurately compare quotes.
Order quantity dramatically affects unit pricing. Steel mills prefer producing large runs of the same specification to maximize efficiency, so small orders typically carry premium pricing. The break points vary by mill, but orders of 20-40 tons or more generally qualify for better pricing than smaller quantities. However, balance volume discounts against inventory carrying costs and obsolescence risk—buying more than you can use in a reasonable timeframe may negate apparent savings.
Lead times vary based on whether you're ordering mill-direct or from a service center. Mill-direct orders typically require 6-12 weeks for production and delivery, while service centers stock common sizes for immediate availability. Service centers add markup over mill prices but provide valuable services including cutting to length, slitting, and smaller minimum quantities.
Contract versus spot buying strategies each offer advantages. Long-term contracts lock in pricing for multiple deliveries over months or years, protecting against price spikes but potentially missing opportunities when prices fall. Spot buying provides flexibility to time purchases during favorable markets but exposes you to price volatility. Many companies use hybrid approaches, contracting for baseline needs while spot buying for variable demand.
Proper storage and handling of hot rolled steel coils protects your investment and ensures the material remains in good condition until use. These massive, heavy objects require specific precautions to prevent damage, injury, and quality degradation.
Coil storage requires adequate space and proper support structures. Store coils upright on wood or metal saddles that distribute weight evenly and prevent point loading that could deform the coil. Never stack coils horizontally as the weight can cause permanent crushing of inner wraps. Maintain at least 6 inches of clearance between the ground and coil bottom to prevent moisture accumulation and rust formation. Indoor storage is ideal, but if outdoor storage is necessary, cover coils with waterproof tarps while allowing air circulation to prevent condensation.
Environmental control prevents corrosion and quality issues. Hot rolled steel's bare surface is susceptible to rust when exposed to moisture. Maintain storage areas with humidity below 50% when possible and ensure good ventilation to prevent condensation. Even oil-coated coils can develop rust if stored in damp conditions for extended periods. Some operations use dehumidifiers or corrosion inhibitor additives in storage areas handling critical materials.
Safe handling procedures are essential given the weight and size of steel coils. A typical coil weighs 15-30 tons, requiring overhead cranes, coil lifters, or specialized equipment for movement. Never use chokers or slings that could damage coil edges or cause the load to shift unexpectedly. Coil grabs or C-hooks designed specifically for coil handling provide the safest lifting method. Ensure all lifting equipment is rated for the coil weight with adequate safety factors.
Converting hot rolled steel coils into finished products involves various fabrication processes, each with specific considerations for achieving optimal results. Understanding how hot rolled steel behaves during different operations helps you plan efficient production and avoid common problems.
Slitting transforms master coils into narrower widths for specific applications. High-speed slitting lines use circular knives to cut coils lengthwise while rewinding the material into multiple smaller coils. Edge quality depends on blade sharpness and proper setup—dull blades create burrs that require secondary deburring operations. Hot rolled steel's scale can accelerate blade wear, so frequent blade changes or carbide tooling may be necessary for high-volume slitting.
Cutting to length converts coil into flat sheets of specified dimensions. Cut-to-length lines uncoil, flatten, and shear the material into sheets that stack for easy handling and further processing. Hot rolled steel's internal stresses are minimal, so cut sheets generally lay flat without excessive curl or camber. However, the rough surface can be abrasive to feed rolls and leveling equipment, requiring more frequent maintenance than cold rolled processing.
Forming operations including bending, stamping, and roll forming work well with hot rolled steel thanks to its excellent ductility. The material's softness compared to cold rolled steel reduces forming forces and tool wear. However, the rough surface finish can affect appearance in visible areas and may mark or gall forming dies. Spring-back is generally less problematic with hot rolled steel than cold rolled, simplifying bend angle calculations.
Welding hot rolled steel proceeds smoothly with most common welding processes including MIG, TIG, stick, and flux-core. The surface scale should be removed from weld areas through grinding, wire brushing, or pickling to ensure sound welds. Hot rolled steel's chemical composition is typically straightforward without high alloy content, making it weld-friendly with standard procedures. Preheating may be necessary for thick sections or high-carbon grades to prevent cracking.
Machining characteristics of hot rolled steel fall between free-machining grades and difficult-to-machine alloys. The material cuts reasonably well with carbide or high-speed steel tooling. The rough surface and potential scale can dull cutting tools faster than machining pickled or cold rolled materials. Expect moderate tool life and plan tool changes accordingly in high-volume machining operations.
Ensuring hot rolled steel coils meet specifications requires systematic quality control throughout production and upon receipt. These testing and inspection methods verify material properties and identify defects before they cause problems in fabrication or service.
Chemical composition analysis confirms the steel meets grade specifications for carbon content, manganese, sulfur, phosphorus, and other alloying elements. Mills typically perform spectroscopic analysis during production and provide certified mill test reports documenting composition. When critical applications require verification, independent lab testing using optical emission spectroscopy or X-ray fluorescence provides confirmation.
Mechanical property testing evaluates tensile strength, yield strength, and elongation through standardized procedures. Test specimens cut from coil samples undergo tensile testing to measure these properties. Results must fall within the specified ranges for the grade. Hardness testing using Rockwell or Brinell methods provides a quick check of relative strength and consistency across a coil.
Dimensional inspection verifies thickness, width, and flatness meet tolerances. Thickness gauges measure at multiple points across the width to detect crowning or edge thinning. Width measurements confirm the coil matches ordered dimensions. Flatness can be assessed visually or with specialized equipment when critical. Edge condition inspection checks for splits, cracks, or excessive waviness that could cause processing problems.
Surface quality inspection identifies defects like scale loss, gouges, scratches, or rust that might affect the finished product. While hot rolled steel inherently has a rough surface, excessive defects beyond normal mill scale are unacceptable. Inspection typically occurs during uncoiling or first processing when the entire surface can be examined. Severe defects may warrant rejection or price adjustment.
Mill certifications and traceability documentation provide essential quality records. Certified mill test reports detail chemical composition, mechanical properties, and testing procedures for each coil or production lot. Maintaining these documents supports quality systems, customer requirements, and regulatory compliance. Heat numbers stamped or painted on coils enable tracing material back to specific production batches if issues arise.
Hot rolled steel coils participate in one of the most successful recycling ecosystems in manufacturing. Understanding the environmental aspects of steel production and recycling helps companies meet sustainability goals while potentially reducing costs.
Steel is infinitely recyclable without quality degradation, meaning scrap steel can be remelted and reformed into new products indefinitely. Approximately 90% of steel used in construction and automotive applications eventually gets recycled rather than landfilled. This exceptional recycling rate makes steel one of the most environmentally responsible structural materials available.
Modern steel mills utilize significant recycled content in production. Electric arc furnace (EAF) mills can produce steel from nearly 100% scrap input, while integrated mills using blast furnaces typically incorporate 25-40% scrap along with virgin iron ore. This recycled content reduces energy consumption, greenhouse gas emissions, and natural resource extraction compared to producing steel entirely from raw materials.
Energy efficiency in hot rolling has improved substantially through technological advances. Heat recovery systems capture waste heat from rolling and cooling processes. Computer-controlled operations optimize temperature profiles and rolling schedules to minimize energy use. Modern mills consume approximately 50% less energy per ton of steel produced compared to operations from several decades ago.
End-of-life planning should consider how hot rolled steel products will be recycled. Design for disassembly principles make it easier to separate steel components from other materials during demolition or scrapping. Avoiding composite materials that are difficult to separate increases recycling rates. Paint and coating selection can also affect recyclability—some coatings complicate recycling while others have minimal impact.
Scrap management during fabrication recovers valuable material and reduces waste disposal costs. Cutoff pieces, rejected parts, and process scrap all have value to scrap dealers. Organizing scrap by grade and keeping it free from contamination maximizes value. Many fabricators generate significant revenue from scrap sales that offset raw material costs.
The hot rolled steel industry continues evolving through technological innovations, changing market demands, and sustainability initiatives. Staying aware of these trends helps manufacturers anticipate changes and capitalize on new opportunities.
Advanced high-strength steel (AHSS) grades are expanding beyond cold rolled applications into hot rolled products. These specialized steels achieve higher strength at lower weight through careful alloying and thermal processing. Third-generation AHSS combines exceptional strength with improved formability, enabling lighter structures that maintain or improve safety and durability. Automotive and construction applications increasingly specify these materials to meet weight reduction and performance targets.
Digital transformation and Industry 4.0 technologies are revolutionizing steel production. Real-time monitoring systems track every aspect of rolling operations, enabling instant adjustments to maintain quality. Predictive maintenance algorithms anticipate equipment failures before they occur, reducing downtime. Artificial intelligence optimizes rolling schedules, predicts material properties, and improves yield. These technologies increase productivity while improving product consistency.
Sustainability initiatives are driving changes in steelmaking processes and product offerings. Hydrogen-based direct reduction processes promise near-zero carbon steel production, though commercial-scale implementation remains years away. Carbon capture and sequestration technologies may enable continued use of traditional blast furnaces with drastically reduced emissions. Mills are increasingly offering products with certified recycled content and carbon footprint documentation to support customer sustainability reporting.
Supply chain optimization through improved logistics and inventory management helps mills and service centers respond faster to customer needs. Just-in-time delivery systems reduce customer inventory requirements while ensuring material availability. Digital marketplaces are emerging that connect buyers and sellers more efficiently, potentially reducing transaction costs and improving price transparency.
Global capacity shifts continue reshaping the competitive landscape as production moves to regions with lower costs or proximity to growing markets. Understanding these shifts helps buyers diversify supply sources and manage risk. Trade policies including tariffs, quotas, and trade agreements significantly impact pricing and availability, making it essential to monitor regulatory developments in key producing regions.
With high anti-rust performance, they are popular used in co...
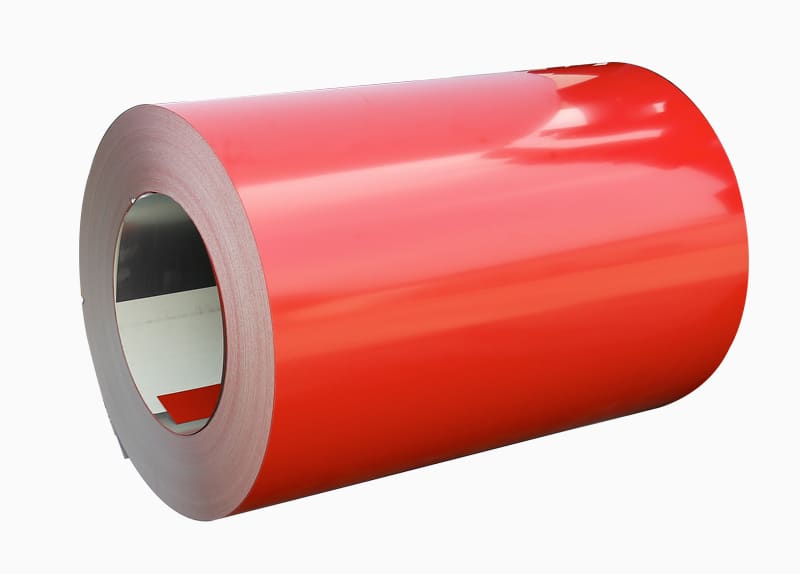
PPGI / PPGL COIL full name is prepainted galvanized / galval...
Port:Zhejiang,China Advantages of Our Prepainted Galvanized ...

APPLICATION OF PPGI Construction:Outside:Workshop, agricultu...




