- no.8,zaolin road,
longxiang street,
tongxiang,zhejiang,china - +86 573 89381086[email protected]
- DownloadsPDF Brochures
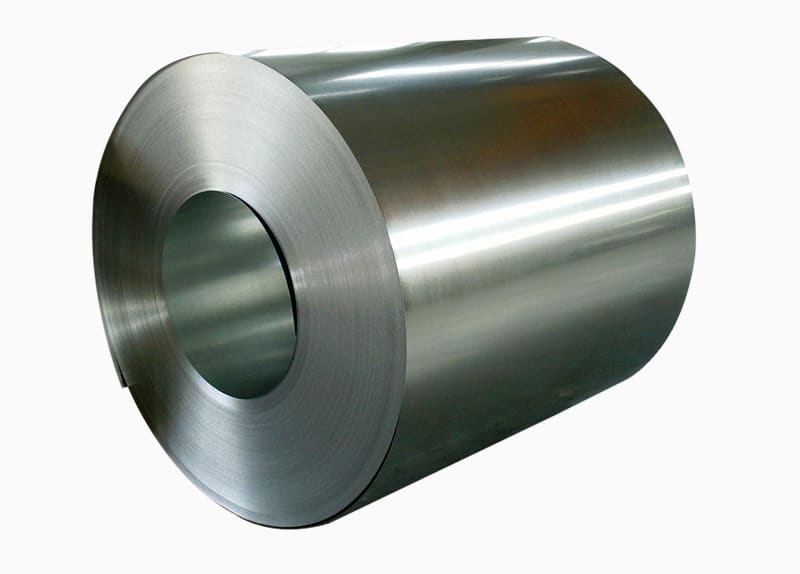
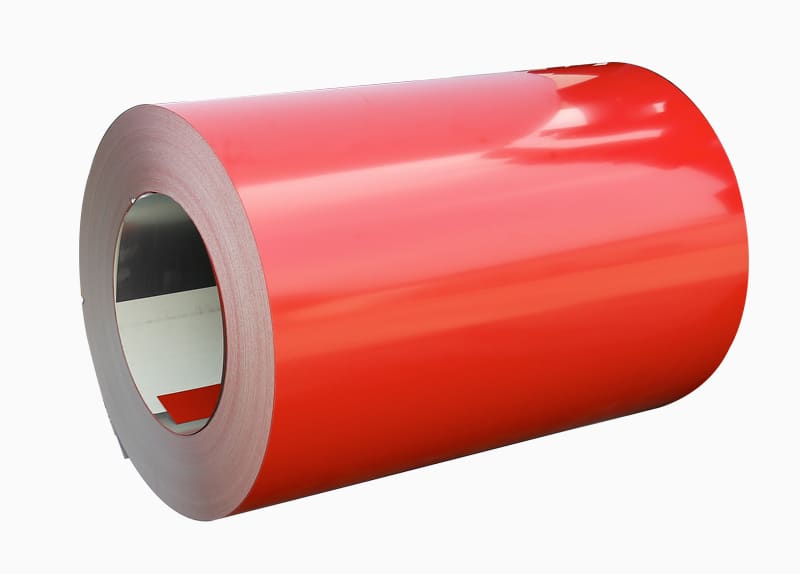
Color coated steel coils — also widely referred to as pre-painted steel coils, PPGI (pre-painted galvanized iron) coils, or color coated rolled steel — are steel coils that have been processed through a continuous coil coating line where one or both surfaces are cleaned, chemically treated, primed, and finished with one or more layers of organic coating before being re-coiled for shipment. The process produces a consistent, factory-controlled coating that is far more uniform and durable than post-fabrication painting applied to cut or formed parts.
The base substrate used for color coated steel coils can vary significantly depending on the intended application. The most common substrate is hot-dip galvanized steel (GI), which provides zinc-based corrosion protection beneath the organic coating. Other substrates include galvalume (aluminum-zinc alloy coated steel, also known as AZ or Zincalume), electro-galvanized steel, cold-rolled steel (CR), and occasionally hot-rolled pickled and oiled (HRPO) steel for heavier-gauge industrial uses. The combination of metallic coating and organic topcoat gives color coated steel coil products a multi-layer defense against corrosion, UV degradation, and mechanical damage.
The coil coating process — sometimes called the continuous coil coating line or CCL process — is a highly automated, high-speed manufacturing operation that applies coatings to steel strip at line speeds typically ranging from 60 to 150 meters per minute. Understanding the production steps helps buyers assess quality claims and understand why coil-coated products behave differently from conventionally painted steel.
The steel strip first passes through a series of cleaning stages that remove rolling oils, surface oxides, and contaminants using alkaline cleaners and water rinses. This is followed by a chemical pre-treatment stage — typically a chromate, chromate-free (zirconium or titanium-based), or iron phosphate conversion coating — that creates a chemically active surface that promotes adhesion of the primer layer and provides additional barrier protection against under-film corrosion. The choice of pre-treatment chemistry has become increasingly important as regulatory pressure pushes the industry toward chromate-free systems.
After pre-treatment, a primer coat is applied by roller coater to one or both sides of the strip. The primer — typically an epoxy, polyurethane, or polyester-based formulation — serves as the adhesion layer between the pre-treatment and the topcoat, and often incorporates corrosion-inhibiting pigments such as strontium chromate or zinc phosphate. The primed strip is then passed through a curing oven where it is heated to a peak metal temperature (PMT) of approximately 200–240°C for thermal cure. Typical primer dry film thickness ranges from 5 to 8 microns.
The topcoat is applied over the cured primer by a second roller coater station. This is the layer that provides the color, gloss, and surface performance of the finished pre-painted steel coil. After application, the strip passes through a second curing oven — again to a PMT of typically 220–250°C depending on the resin system — and is then quenched with water to rapidly cool the coated strip before re-coiling. A back coat is often applied to the reverse side during the primer or topcoat stage to provide corrosion protection and formability on the non-visible face.
The topcoat resin system is the single most important determinant of the weathering performance, flexibility, chemical resistance, and service life of a color coated steel product. Different resin chemistries offer distinct performance profiles suited to different end uses and exposure conditions.
Standard polyester is the most widely used topcoat resin in the color coated steel coil industry due to its low cost, excellent processability, good color range, and adequate performance for interior and light exterior applications. Typical dry film thickness is 15–25 microns. Standard PE coatings have limited UV resistance and are generally not recommended for exterior architectural applications with design lives exceeding 10 years in harsh environments. They are most commonly used for interior roofing, general industrial cladding, appliance panels, and shelving.
Silicon-modified polyester coatings incorporate silicone resin into the polyester backbone, significantly improving UV resistance and heat resistance compared to standard PE. SMP coatings are widely used for exterior roofing and cladding applications in moderate climates, offering design lives typically rated at 15–20 years for color retention and chalk resistance. Film thickness is similar to standard PE at 20–25 microns. SMP provides a good balance of performance and cost for mainstream construction applications.
HDP resins are formulated with higher molecular weight polyester backbones and optimized UV-stabilizer packages to deliver improved weathering performance over standard PE without the full cost premium of PVDF. HDP coatings are increasingly specified as a cost-effective mid-range option for exterior applications where SMP performance is borderline but full PVDF specification is not commercially justified. Typical design life claims are 20–25 years for chalk resistance in moderate climates.
PVDF-based coatings — sold under trade names such as Kynar 500 and Hylar 5000 — represent the premium tier of color coated steel coil topcoats and are the benchmark for long-life architectural applications. The fluoropolymer backbone provides exceptional resistance to UV radiation, chalking, color fade, chemical attack, and dirt retention. Standard formulations contain 70% PVDF resin and 30% acrylic. Film thickness is typically 25–27 microns for a standard two-coat system. PVDF-coated color steel coils are specified for high-end architectural roofing, curtain walling, and facade cladding where warranty periods of 30–40 years are required. Fluoroethylene vinyl ether (FEVE) resins offer comparable performance and are gaining market share in solvent-borne architectural coatings.
Plastisol coatings are thick, PVC-based coatings applied at dry film thicknesses of 100–200 microns, producing a highly textured surface with excellent scratch resistance, formability, and acoustic damping properties. They are commonly specified for roofing sheets, wall cladding, and agricultural buildings in Northern European markets. Plastisol's main limitations are relatively poor UV resistance compared to PVDF and a tendency to chalk in high-UV environments, though UV-stabilized variants have significantly improved outdoor durability.
Color coated steel coils are produced and traded against a range of national and international standards that define substrate grade, coating weight, mechanical properties, and surface quality. Familiarity with the most important standards prevents specification errors and supply chain misunderstandings.
| Standard | Region | Scope |
| EN 10169 | Europe | Continuously organic coated steel flat products — requirements and testing |
| ASTM A755 | USA | Steel sheet, metallic-coated by the hot-dip process and prepainted by the coil-coating process |
| JIS G3312 | Japan | Prepainted hot-dip zinc-coated and zinc-iron alloy-coated steel sheets and coils |
| GB/T 12754 | China | Color coated steel sheets and strips — national standard covering PPGI and PPGL products |
| AS 1397 | Australia/NZ | Steel sheet and strip — hot-dip zinc-coated or aluminum/zinc-coated, relevant to Colorbond and similar PPGL products |
When sourcing color coated steel coils internationally — particularly from Chinese or Southeast Asian mills — it is essential to confirm which standard the product is produced to, as mechanical property grades, zinc coating weights, and film thickness tolerances vary significantly between standards. Always request mill test certificates (MTCs) that explicitly reference the applicable standard and include measured values for zinc coating weight, dry film thickness, gloss level, and T-bend test results.

Purchasing color coated rolled steel coils without carefully reviewing the technical specification is one of the most common sources of performance problems and warranty disputes in construction and manufacturing. Here are the critical parameters to specify and verify:
Color coated steel coils are one of the most versatile construction and industrial materials available, serving a remarkable range of end markets. Understanding where and how they are used helps buyers align product specification with actual service requirements.
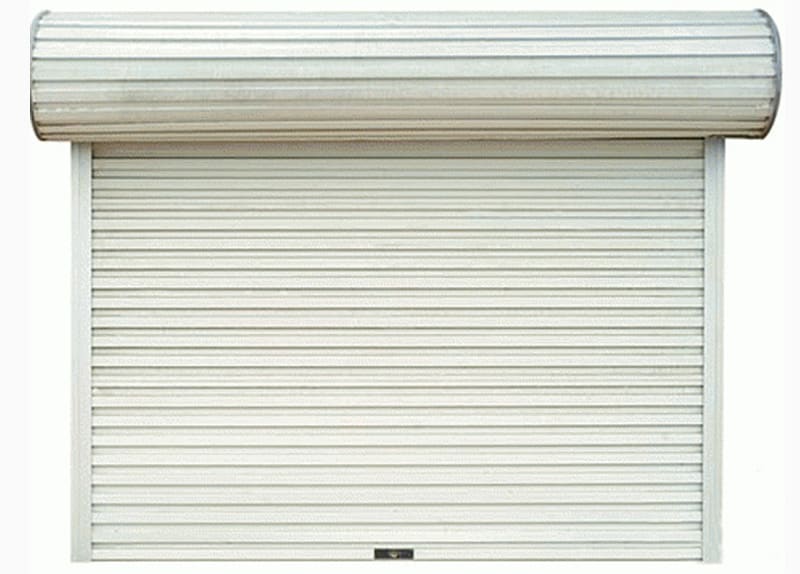
Construction is by far the largest end-use sector for color coated steel coils globally, consuming an estimated 60–70% of total production. Applications include profiled roofing sheets, wall cladding panels, standing seam roofing systems, composite sandwich panels, rain screen facades, guttering and rainwater systems, and steel framing components. For roofing and cladding, galvalume-based PPGL (pre-painted galvalume) substrates with SMP or PVDF topcoats are increasingly preferred over galvanized PPGI due to the superior cut-edge corrosion resistance of the aluminum-zinc alloy coating.
Refrigerators, washing machines, air conditioning units, microwave ovens, and dishwashers all use color coated steel panels for exterior and interior carcass components. Appliance-grade pre-painted steel coil requires excellent scratch resistance, chemical resistance to detergents and cleaning products, smooth surface appearance, and consistent color across high production volumes. Polyester and polyurethane-based coatings are most commonly used, often with special anti-fingerprint or anti-bacterial surface treatments for visible panels.
Truck trailers, railway carriages, bus body panels, container doors, and shipping container liners are fabricated from color coated steel coils. These applications demand high impact resistance, good formability for complex panel shapes, and durability under repeated mechanical stress and weather exposure. Thick plastisol or high-build polyester coatings are often specified in this sector for their superior chip and abrasion resistance.
Steel storage racking, shelving systems, locker panels, office furniture, garage doors, and industrial enclosures are produced from color coated steel coil in high volumes. In these applications, cost efficiency is a primary driver, and standard polyester coatings on Z100–Z140 galvanized substrate are typically adequate. Color consistency and surface quality are important where finished products will be visible in retail or office environments.
The two dominant substrate types for color coated steel coils — PPGI (pre-painted galvanized iron, zinc-coated) and PPGL (pre-painted galvalume, aluminum-zinc coated) — are frequently confused or used interchangeably by buyers, but they have meaningfully different performance profiles that should drive substrate selection.
| Property | PPGI (Galvanized) | PPGL (Galvalume / AZ) |
| Metallic coating composition | Pure zinc (99%+ Zn) | 55% Al, 43.5% Zn, 1.5% Si |
| Flat surface corrosion resistance | Good | Excellent (2–4× better than GI) |
| Cut-edge corrosion resistance | Excellent (sacrificial zinc protection) | Moderate (less sacrificial action) |
| Heat resistance | Moderate (zinc melts at 420°C) | Good (Al content raises resistance) |
| Formability | Very good | Good (slightly less ductile) |
| Relative cost | Lower | Slightly higher |
| Best suited for | Appliances, general construction, interior use | Long-life roofing, coastal and aggressive environments |
For most long-life exterior roofing and cladding applications — particularly in coastal, industrial, or tropical environments — PPGL is the preferred substrate due to its significantly better overall corrosion resistance. Where profiled sheets are cut to length on site and cut-edge protection is a primary concern, PPGI's sacrificial zinc action provides an advantage. In many markets, both substrate types are offered in the same coating system and color range, so the choice is a straightforward performance-versus-cost decision based on the specific exposure environment.
Pre-painted steel coils are susceptible to several forms of damage during storage and handling that are entirely preventable with proper procedures. Damage sustained at this stage is often irreversible and results in costly material rejection or reduced service performance.
With high anti-rust performance, they are popular used in co...
PPGI / PPGL COIL full name is prepainted galvanized / galval...
Port:Zhejiang,China Advantages of Our Prepainted Galvanized ...

APPLICATION OF PPGI Construction:Outside:Workshop, agricultu...




